无论您是初次接触还是已经熟悉,我们的<铜官山>(本地)【不锈钢焊管】16mm耐高温板多种规格供您选择产品视频将为您带来全新的视觉体验,让您对产品有更深入的了解。
以下是:<铜官山>(本地)【不锈钢焊管】16mm耐高温板多种规格供您选择的图文介绍
【不锈钢焊管】16mm耐高温板多种规格供您选择")
【不锈钢焊管】16mm耐高温板多种规格供您选择")
铜官山松润金属材料有限公司专业生产销售各种材质规格铜官山不锈钢焊管,主要材质有201,304,316L,310S,2507,904L,不锈钢的焊接方法不锈钢的焊接方法根据目前世界发展的趋势,光亮连续炉基本分为三种类型:(1)辊底式光亮热处理炉。这种炉型适用于大规格、大批量钢管热处理,小时产量为1.0吨以上。可使用的保护气体为高纯度氢气、分解氨及其它保护气体。可以配备有对流冷却系统,以便较快地冷却钢管。(2)网带式光亮热处理炉。这种炉型适合于小直径薄壁精密钢管,小时产量约为0.3-1.0吨,处理钢管长度可达40米,也可以处理成卷的毛细管。(3)马弗式光亮热处理炉。钢管装在连续的把架上,在马弗管内运行加热,能以较低的成本处理优质小直径薄壁钢管,小时产量约在0.3吨以上。氩弧焊不锈钢焊管要求熔深焊透,不含氧化物夹杂,热影响区尽可能小,钨极惰性气体保护的氩弧焊具有较好的适应性,焊接质量高、焊透性能好,其产品在化工、核工业和食品等工业中得到广泛应用。焊接速度不高是氩弧焊的不足之处,为提高焊接速度,国外研究开发了多种方法。其中由单电极单焊炬发展采用多电极多焊
【不锈钢焊管】16mm耐高温板多种规格供您选择")
【不锈钢焊管】16mm耐高温板多种规格供您选择")
【不锈钢焊管】16mm耐高温板多种规格供您选择")
铜官山松润金属材料有限公司专业生产销售各种材质规格铜官山不锈钢焊管,主要材质有201,304,316L,310S,2507,904L,不锈钢焊管焊接参数
包括焊接电流 ,钨极直径,弧长,电弧电压,焊接速度,保护气流,喷嘴直径等。
(1)焊接电流是决定焊缝成形的关键因素。通常根据焊件材料 ,厚度,及坡口形
状来决定的。 (2)焊极直径根据焊接电流大小决定 ,电流越大,直径也越大。 (3)焊弧 和电弧电影,弧长范围约0.5到3mm,对应的电弧电压为8~10V。⑷焊速:选择时 要考虑到电流大小 ,焊件材料敏感度 ,焊接位置及操作方式等因素决定。
1手工焊 (MMA)
手工焊是一种非常普遍的、易于使用的焊接方法。电弧的长度靠人的手进 行调节 ,它决定于电焊条和工件之间缝隙的大小。同时 ,当作为电弧载体时 ,电焊条 也是焊缝填充材料。这种焊接方法很简单 ,可以用来焊接几乎所有材料。对于室 外使用 ,它有很好的适应性 ,即使在水下使用也没问题。在电极焊中 ,电弧长度决定 于人的手 :当你改变电极与工件的缝隙时 ,你也改变了电弧的长度 .在大多数情况 下,不锈钢焊管焊接采用直流电 ,电极既作为电弧载体 ,同时也作为焊缝填充材料。电极由合金 或非合金金属芯丝和焊条药皮组成 ,这层药皮保护焊缝不受空气的侵害 ,同时安定 电弧 ,它还引起渣层的形成 ,保护焊缝使它成型。电焊条既可以是钛型焊条 ,也可以 是碱性的 ,这决定于药皮的厚度和成分。钛型焊条易于焊接 ,焊缝扁平美观 ,且焊渣 易于去除。如果焊条贮存时间长 ,必须从头烘烤 ,因为来自空气的潮气会很快在焊 条中积聚。
【不锈钢焊管】16mm耐高温板多种规格供您选择")
【不锈钢焊管】16mm耐高温板多种规格供您选择")
松润金属材料有限公司位于经济开发区汇通钢材市场A-113-7。交通便利,地理位置优越!具有良好的生产经营环境。公司本着“专业造就精品,诚信赢得未来”管理理念,以先进的生产装备,“以质兴业,以优取胜”,面向产品的多元化,国际化迈进。公司始终坚持以市场为导向,以满足客户需求为宗旨,通过科技创新,不断研发及引进国内外先进的技术及设备;真正为客户做到质量保证、供货及时、售后全面!本着分工合作、共享俱荣的服务理念,必将与您成为永远的朋友,忠实的伙伴,期待与您共同发展!主要产品为: 铜官山316L不锈钢复合板、系列产品。
【不锈钢焊管】16mm耐高温板多种规格供您选择")
【不锈钢焊管】16mm耐高温板多种规格供您选择")
【不锈钢焊管】16mm耐高温板多种规格供您选择")
铜官山松润金属材料有限公司专业生产销售各种材质规格铜官山不锈钢焊管,主要材质有201,304,316L,310S,2507,904L,不锈钢焊管的焊接方法有哪些,不锈钢的焊接方法教程
一.不锈钢焊接方法、不锈钢焊接技术及注意事项
不锈钢管的标准规格有 200多种,大小均有,小管较贵,尤其是毛细管 .毛细管 差得由 304材质生产 ,不然管子简易爆裂 .还可以为客户定做非标规格的管材 .无 缝管主要用于工业上 ,表面为雾面 ,不光洁 .有缝管的表面是光洁面 ,管内有一条很 细的焊接线 ,俗称焊接管 ,主要用于装饰材料 .另有工业流体管 ,其抗压力视壁厚决 定.310与310S为耐高温管.1080度以下能正常使用, 耐温达到1150度.二.不 锈钢焊管生产工艺
原料--分条--焊接制管--修端--抛光--检验(喷印)--包装--出货(入仓)(装饰焊管) 原料--分条--焊接制管--热处理--矫正--矫直--修端--酸洗--水压测试--检验(喷印)-包 装--出货(入仓 )(焊管工业配管用管 )
三.不锈钢常用的焊接方法
主要是手工焊(MMA),其次是金属极气体保护焊(MIG/MAG)和钨极惰性气体 保护焊 (TIG)。
1.焊前准备
4mm 一下的厚度不用开破口,直接焊接,单面一次焊透。4到6mm厚度对接 焊缝可采用不开破口接头双面焊。6mm以上,大凡开V或U,X形坡口。其次:对 焊件,填充焊丝进行除油和去氧化皮。以保证焊接质量。
【不锈钢焊管】16mm耐高温板多种规格供您选择")
【不锈钢焊管】16mm耐高温板多种规格供您选择")
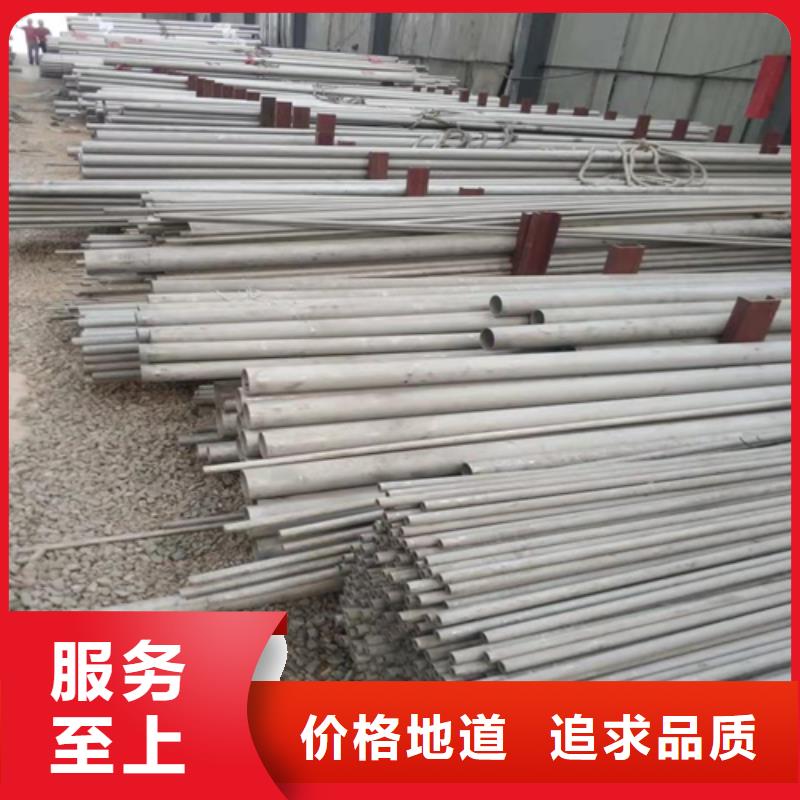
铜官山松润金属材料有限公司专业生产销售各种材质规格铜官山不锈钢焊管,主要材质有201,304,316L,310S,2507,904L,铜官山不锈钢焊管是通过不锈钢板材卷、焊、打磨、喷砂、抛光等工艺制作完成,内壁依然保留肉眼可见焊缝。 随着我国经济建设的快速发展,不锈钢的消费量不断增加,其中不锈钢管的需求量同样日趋扩大,市场前景看好。不锈钢无缝管的市场需求表现在基础工业方面,如石油、化工、发电等,其需求量占不锈钢无缝管消耗总量的三分之二,还有如汽车,造船,建筑和环保业等也有较大需求。不锈钢焊管目前主要用于城市景观、建筑装饰行业上,年消耗量在70万t左右。工业用不锈钢焊管要求比较高,而且生产工艺不成熟,目前我国年用工业用不锈钢焊管量大约15万t左右,大部分需要进口。从国产不锈钢管产品上看,钢种从单一的奥氏体钢发展到马氏体和铁素体钢、双相钢、高合金钢;产品品种有:无缝钢管包括冷拉管、冷轧管、热挤压管、离心铸造管、旋压管;焊接管包括:等离子焊、氩弧焊、埋弧焊、光速焊接和高频焊接等焊管,所能生产的不锈钢管基本上覆盖了世界各国标准的品种规格,不锈钢异型管的规格、品种也达百种以上,产品用途涉及工业、民用的众多领域。但是总体来说,目前国产不锈钢管在品种、规格、数量、质量等方面,与市场需求有一定的差距
【不锈钢焊管】16mm耐高温板多种规格供您选择")
【不锈钢焊管】16mm耐高温板多种规格供您选择")
【不锈钢焊管】16mm耐高温板多种规格供您选择")






 扫一扫
扫一扫